
Bandschleifer Bosch PBS 75 AE


































Exzenterschleifer Bosch PEX 125 AE













Exzenterschleifer Makita BO6050J



















Nassschleifmaschine Tormek T-8






























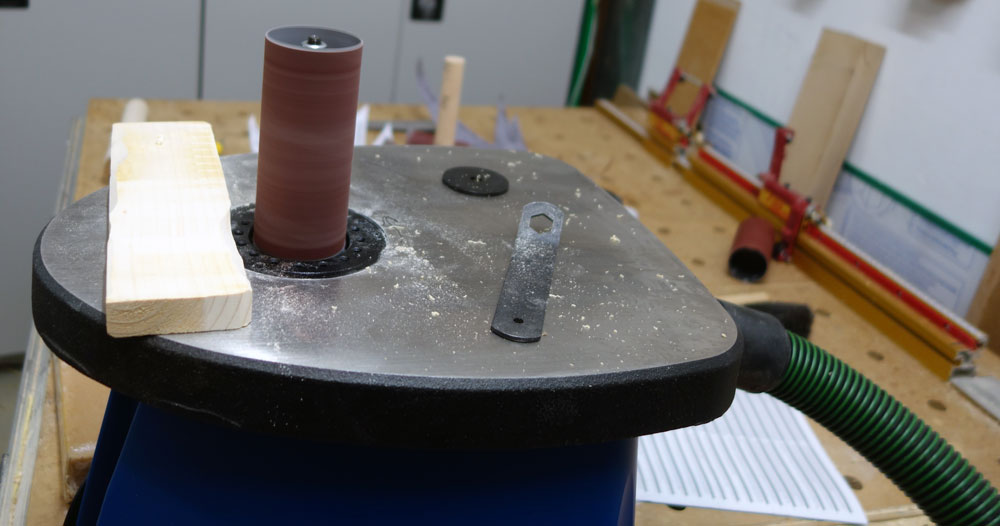
Spindelschleifer Scheppach OSM 100









Schwingschleifer Festool Rutscher RS 300 EQ


